
Mô tả
Tay cắt gió đá HC-391 của Tanaka hay còn gọi là tay cắt hơi,đèn cắt hơi,đèn cắt gió đá, đèn khò gió đá là thiết bị cầm tay,dùng để cắt kim loại dùng khí Oxy-Gas là chủ yếu.
Tay cắt kết hợp với đồng hồ Oxy,Đồng hồ Gas,Dây khí đôi Gas-Oxy và bép cắt để tạo lên một bộ đèn cắt gió đá hoàn chỉnh,chỉ cần lắp vào bình khí và sử dụng.Để an toàn hơn trong sản xuất thì có thể lắp thêm van chống cháy ngược cho đồng hồ và cho tay cắt.
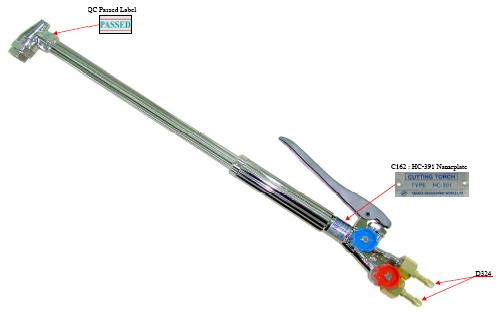
Tay cắt gió đá HC-391 :

Tay cắt gió đá HC-391 Tanaka
Phương pháp cắt Oxy-Gas (Oxy-Fuel Cutting): thực chất của quá trình này chính là việc đốt cháy kim loại cắt bằng dòng oxy, tạo thành dòng các oxit sắt (ví dụ như FeO, Fe2O3, Fe3O4), làm nóng chảy những oxit đó, đồng thời thổi chúng khỏi mép cắt tạo thành rãnh cắt.
Định nghĩa cơ bản
Khi bắt đầu tiến hành cắt Oxy-Gas, kim loại ở mép cắt sẽ được nung nóng tới nhiệt độ cháy dựa vào nhiệt của ngọn lửa nung, sau đó cho dòng khí Oxy thổi qua, kim loại bị Oxy hóa một cách mãnh liệt (bị đốt cháy tạo thành oxit). Sau đó, sản phẩm cháy bị nung chảy và bị dòng oxit thổi khỏi mép cắt. Tiếp theo đó, do phản ứng cháy của kim loại toả nhiệt mạnh, lớp kim loại tiếp theo cũng bị nung nóng nhanh và tiếp tục bị đốt cháy tạo nên rãnh cắt.
✪ Ngọn lửa nung nóng
✪ Dòng oxy cắt
✪ Dòng hỗn hợp khí cháy
✪ Phôi hàn
✪ Rãnh cắt
Các điều kiện để cắt được bằng khí
Để áp dụng phương pháp cắt Oxy-Gas một cách hiệu quả và đạt chất lượng cao, bạn cần chú ý những điều kiện sau đây trước khi tiến hành:
✪ Nhiệt độ chảy của kim loại phải bé hơn nhiệt độ nóng chảy của kim loại đó.
✪ Nhiệt độ nóng chảy của oxit kim loại phải bé hơn nhiệt độ nóng chảy của kim loại đó.
✪ Nhiệt tỏa ra khi kim loại cháy phải đủ lớn mạnh nhằm đảm bảo được hoạt động cắt diễn ra liên tục, không bị đứt quãng. Oxit kim loại nóng chảy phải có nhiệt độ nóng chảy loãng tốt.
✪ Độ dẫn nhiệt của kim loại không được quá cao.
Với những yêu cầu trên, cho nên phương pháp cắt oxy-gas thường được sử dụng đối với thép Cacbon thấp và trung bình, thép rèn. Các loại thép Cacbon cao hoặc các hợp kim khác thường không sử dụng phương pháp cắt này.
Ưu nhược điểm của phương pháp cắt bằng khí
Ưu điểm
✪ Thiết bị cắt đơn giản, dễ vận hành
✪ Có thể cắt được các kim loại với độ dày lớn
✪ Năng suất cắt khá cao
Nhược điểm
✪ Chỉ dùng để cắt các kim loại thỏa mãn điều kiện cắt
✪ Vùng ảnh hưởng nhiệt khá lớn, cho nên sau khi cắt các chi tiết dễ bị cong vênh và biến dạng, đặc biệt là khi thực hiện cắt những tấm dài.
Phạm vi ứng dụng phương pháp cắt Oxy-Gas dùng tay cắt gió đá HC-391
✪ Phương pháp cắt Oxy-Gas được sử dụng rất rộng rãi trong các ngành công nghiệp đóng tàu, chế tạo toa xe và xây dựng.
✪ Dùng để cắt thép tấm, phôi tròn và những dạng phôi khác.
✪ Ngày nay, việc tự động hóa, từ máy cắt tự động kiểu con rùa cho đến máy cắt điều khiển số hay máy cắt CNC với nhiều mỏ cắt trong cùng một lúc, đã mang lại năng suất và hiệu quả thực tế khá cao.



